以下是:辽宁省丹东市管线管焊管工艺精细质保长久的产品参数
以下是:辽宁省丹东市管线管焊管工艺精细质保长久的图文视频
【鹏鑫】为客户提供多样化产品,包括
凤城无缝钢管、
振兴无缝钢管、
锦州无缝钢管、
阜新焊管、
鞍山无缝钢管等,适配多元场景需求。
管线管焊管工艺精细质保长久_
鹏鑫钢铁(丹东市分公司),固定电话:
【0527-88266888】,移动电话:
【0527-88266888】,联系人:
李经理,山东聊城经济开发区武夷山路。 辽宁省,丹东市 唐朝置安东都护府,始有“安东”一词。清光绪二年(1876年),设立安东县而确立雏形。丹东市是国务院批复确定的辽宁省重要的边境口岸和辽东地区中心城市,辽宁沿海经济带重要的港口城市,为中国海岸线的北端起点,位于东北亚中心地带,是东北亚经济圈与环渤海经济圈的重要交汇点,是以工业、商贸、港口、物流、旅游为主体的沿江、沿海、沿边城市,是边境合作区、沿海开放城市,拥有港口、铁路、公路、管道、机场5种类型10处口岸,1处中朝边民互市贸易区,是中国对朝贸易口岸城市,区域级流通节点城市。丹东景色优美,江、河、湖、海、山、泉、林、岛等特色景观构建了 “北国江南”,被誉为“中国美的边境城市”,是卫生城市,园林城市,中国旅游城市和全国双拥模范城市。
一分钟的时间,对于了解我们的管线管焊管工艺精细质保长久产品来说足够了。请观看这部精心制作的产品视频,让产品的独特之处和卓越性能一览无余。
以下是:辽宁丹东管线管焊管工艺精细质保长久的图文介绍
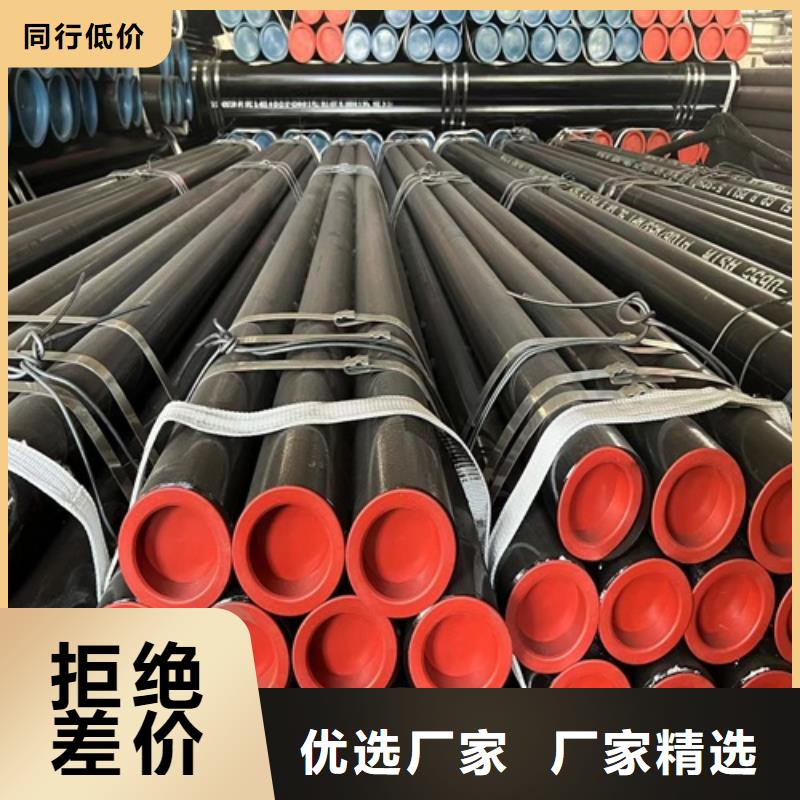
管线管是用于石油、天然气工业中的气、水、油输送,管线管包括无缝和焊接管两种,接下来详细为大家介绍一下管线管: 管线管其管端有平端、带螺纹端和承口端;其连接方式为端头焊接、接箍连接、承插连接等。其主要材质为L245、L290、L360、L415、L480、GR.B、X42、X46、X56、X65、X70、X80、X100等钢级。在我国,管线管的标准是GB/T9711,主要生产钢管牌号:B、X42、X52、X60、X65、X70、L245、L290、L320、L360、L390、L450、L485。



管线管焊接性质 管线管电焊焊接前焊接处尽量抛光处理 尽量把电焊焊接处的热镀锌层抛光处理掉,要不然会导致气泡、沙孔、假焊等。还会继续使焊接变脆,弯曲刚度减少。 管线管电焊焊接特点分析 管线管一般是在低碳钢外镀一层锌,热镀锌层一般在20um厚。锌的熔点在419°C,溶点908°C左右。在电焊焊接中,锌熔化成液态浮在熔池表面或在焊接根部位置。锌在铁中具有非常大固质量摩尔浓度,锌液态会沿位错多方面浸蚀焊接金属材质,低熔点锌造成“液态金属材质脆裂”。 此外,锌与铁可造成金属材质间延展性化合物,这类延展性相使焊接金属材质塑性形变降低,在拉应力场作用下而导致裂缝。 倘若电焊焊接角焊缝,尤其是在是T形联接头的角焊缝很容易导致通过裂缝。管线管电焊焊接时,焊缝表面及边缘处的锌层,在电孤热作用下,导致氧化、融化、蒸发以至挥传来奶白色烟尘和蒸汽,很容易导致焊接出排气口。 由于氧化而发生的ZnO,其熔点较高,约1800°C上下,若在电焊焊接整个过程中基本参数偏小,将导致ZnO焊疤,此外。由于Zn变为除氧剂。导致FeO-MnO或FeO-MnO-SiO2低熔点氢氧化物焊疤。其次,由于锌的蒸发,挥传来许多的奶白色烟尘,对人体有刺激、危害作用,因此,尽量把电焊焊接处的热镀锌层抛光处理处理掉。



鹏鑫钢铁(丹东市分公司)自创建以来一直坚持“公平”“争优”“创新”“诚信”理念,不断要求自己,不断自己的 无缝钢管产品水平来创造广大市场,以热情的服务赢得大家的信任,以客户保持良好的长久合作伙伴关系,以客户共进退,以客户共辉煌,力争创造出美好的未来。


管线管激光焊接加工工艺 管线管的焊接前准备充分与一般的低碳钢是相同的,务必注意的是要认真处理好焊缝规格型号和附近的热镀锌层。便于熔透,焊缝规格型号要适当,一般60~65°,要留有一定的间隙,一般为1.5~2.5mm;便于减少锌对焊接的渗透到,在焊之前,可将焊缝内的热镀锌层以后再焊。 在实际工程监理工作方面,采用了集中打焊缝,没留钝边制作工艺进行集中控制系统,两层激光焊接加工加工工艺,减少了未熔透的几率。 焊条应根据镀锌钢管的基本原材料选用,一般低碳钢由于充分考虑易可执行性,选用J422较为普遍。 焊接技巧:在焊两层焊的一层焊接时,尽量使锌层融化并使之汽化、蒸发而逸出焊接,可大大减少液态锌留在焊接中。 在焊角焊缝时,一样在一层尽量使锌层融化并使之汽化、蒸发而逸出焊接,其方法是先将焊条顶部向前约5~7mm左右,当使锌层融化后再回到原来位置再度向前电焊焊接。 再横焊和仰焊时,如选用短渣焊条如J427,错口趋于会并不大;倘若采用上下左右往返运条专业性,更可以得到无缺陷的电焊焊接质量。



在辽宁省丹东市本地采买管线管焊管工艺精细质保长久到鹏鑫钢铁(丹东市分公司),无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:李经理-【0527-88266888】。